塑料超聲波焊接技術(shù)是借助超聲波使塑料件接觸面的分子快速融合在一起的加熱連接方法。利用超聲波發(fā)生器將低頻的電能轉(zhuǎn)化為 20 ~ 40 kHz的 高頻電能,電能通過(guò)換能器轉(zhuǎn)化為同頻率的縱向機(jī)械振動(dòng) ,這種振動(dòng)通過(guò)調(diào)幅器和焊頭傳遞給放置在基座上的焊接試樣, 在機(jī)械振動(dòng)引起的動(dòng)態(tài)機(jī)械力 作用下使焊接區(qū)試樣表面溫度升高熔化, 擠出形成 一定厚度的熔化層,焊接后在一定時(shí)間內(nèi)保持壓力 , 直到熔化層冷卻凝固成為可靠的接頭 �����。
塑料超聲波焊接機(jī)制復(fù)雜 ,焊接質(zhì)量受眾多因素影響。對(duì)材料進(jìn)行焊接時(shí) ,首先要考慮其可焊性, 低熔點(diǎn)���、高表面摩擦系數(shù)的材料可得到較優(yōu)焊接質(zhì)量, 在適宜的工藝參數(shù)下 ,增強(qiáng)材料加入能夠提高焊接質(zhì)量;其次, 超聲波的振幅 �����、焊接時(shí)間 �����、焊接壓力是 影響焊接質(zhì)量的主要工藝參數(shù), 得到較佳焊接質(zhì)量 的三個(gè)工藝參數(shù)都存在一定的范圍;第三,在焊接界面引入導(dǎo)能筋和連接層能夠提高焊接強(qiáng)度����。使用導(dǎo)能筋能夠連接高熔點(diǎn)的熱塑性聚合物 ,使用連接層能夠使取向材料及不同類(lèi)型材料進(jìn)行焊接。影響超聲波焊接成功的因素有很多:模具(包括上焊頭和下底模)���、頻率����、材料�、焊縫設(shè)計(jì)、焊接參數(shù)和零件注塑等�。以下就幾個(gè)關(guān)鍵的影響因素做深入剖析。
一�����、焊接材料
對(duì)于塑料的超聲波焊接�,只適合對(duì)熱塑性塑料進(jìn)行焊接。因?yàn)樗鼈兛梢栽谔囟ǖ臏囟确秶鷥?nèi)熔化�����。而熱固性塑料加熱時(shí)降解��,無(wú)法利用超聲波進(jìn)行焊接����。
熱塑性塑料的可焊接性��,取決于材料剛度或彈性模量����,密度�����、摩擦系數(shù)����、導(dǎo)熱系數(shù)����、比熱容、玻璃化轉(zhuǎn)變溫度Tg或熔化溫度Tm����。
一般來(lái)說(shuō),剛性好的塑料表現(xiàn)出優(yōu)異的遠(yuǎn)場(chǎng)焊接性能����,因?yàn)樗鼈兏菀讉鬟f振動(dòng)能量����。而彈性模量低的軟性塑料���,因其會(huì)衰減超聲波振動(dòng)�����,所以較難焊接�。而對(duì)于超聲波鉚接或點(diǎn)焊則相反�,塑料越軟,就越容易鉚接或點(diǎn)焊�����。
通常�����,塑料可分為非結(jié)晶(無(wú)定形)和結(jié)晶兩種���。超聲波能量很容易在非結(jié)晶材料中傳遞�����,因此非結(jié)晶塑料容易進(jìn)行超聲波焊接���。而超聲波能量不容易在結(jié)晶材料中傳遞�����,因此焊接結(jié)晶塑料時(shí)需要更大的振幅和能量�����,同時(shí)也要小心設(shè)計(jì)焊縫。
可進(jìn)一步影響可焊性的因素有含水率�����,脫模劑�,潤(rùn)滑劑,增塑劑����,填料增強(qiáng)劑,顏料�,阻燃劑和其它添加劑,以及實(shí)際樹(shù)脂等級(jí)�。另外����,還應(yīng)注意不同材料之間相容性程度不同����。某些材料的特定等級(jí)之間才有一定程度的相容性,其余則不相容��。
最后�����,還要考慮焊接是近場(chǎng)焊接還是遠(yuǎn)場(chǎng)焊接�����。焊頭接觸零件的位置到焊接筋的距離小于6mm的情況����,叫做近場(chǎng)焊接。大于6mm'����,叫做遠(yuǎn)場(chǎng)焊接。距離越大,振動(dòng)衰減越大����,焊接就越困難。
延伸閱讀:超聲波塑料焊接機(jī)能焊接哪些材料����?
二、超聲波塑料焊接機(jī)頻率
常用的超聲波塑料焊接機(jī)使用的頻率有15Khz�、20Khz、30Khz���、35Khz和40Khz�����。
需要根據(jù)產(chǎn)品尺寸、內(nèi)部元器件種類(lèi)����、強(qiáng)度和外觀等要求,選擇適合的焊接頻率�。一般可以參考以下幾個(gè)原則:
對(duì)于小型和精密的電子產(chǎn)品(內(nèi)含PCB板以及微電子元件)外殼焊接,使用高頻率40Khz焊接機(jī)焊接�����。40Khz焊接機(jī)振幅更小,焊接壓力也可以最小�����,能夠避免損傷產(chǎn)品內(nèi)部電子元件���。
對(duì)于小型且有A類(lèi)面外觀要求的產(chǎn)品�����。采用40Khz焊接機(jī)焊接�����,因振幅和壓力小��,能夠改善外觀�����。
對(duì)于中等尺寸和大尺寸的零件焊接�����,采用低頻15Khz或者20Khz焊接機(jī)�����。
對(duì)于較軟的材料例如PP����,以及剛度較差的薄壁件產(chǎn)品,采用低頻大振幅的15Khz焊接機(jī)焊接����。
對(duì)于遠(yuǎn)場(chǎng)焊接,即焊頭距離焊縫位置較遠(yuǎn)�,例如大于12mm時(shí),采用低頻大振幅的15Khz焊接機(jī)焊接��。
20Khz焊接機(jī)適合小型到中等尺寸大多數(shù)產(chǎn)品的焊接����,也是目前使用最為廣泛的超聲波頻率����。
三、焊接接頭設(shè)計(jì)
影響超聲波焊接最關(guān)鍵��、最重要的因素是接頭設(shè)計(jì)。當(dāng)零件處于設(shè)計(jì)階段時(shí)��,工程師應(yīng)謹(jǐn)慎考慮和評(píng)估�����。焊接接頭有多種設(shè)計(jì)����,有各自特點(diǎn)和優(yōu)勢(shì)。選擇何種設(shè)計(jì)�,取決于塑料類(lèi)型、零件幾何形狀�、焊接要求、注塑能力以及外觀要求等�����。
典型的接頭設(shè)計(jì):
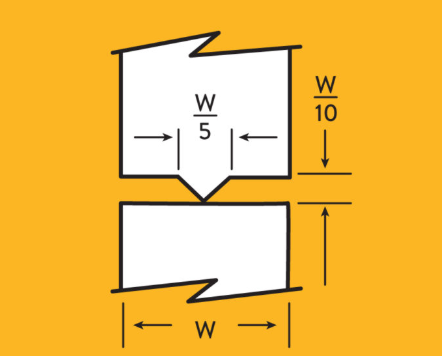
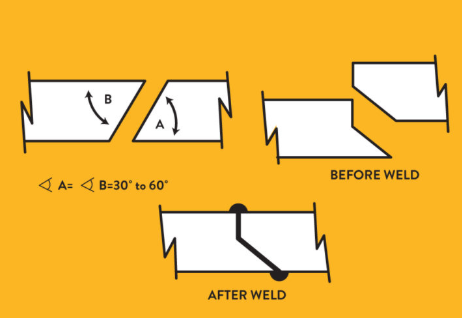
三角導(dǎo)能筋設(shè)計(jì)�。這是超聲波焊接中最常用的設(shè)計(jì),也是最容易注塑的設(shè)計(jì)��。它的特點(diǎn)是在平面上有一個(gè)凸起的小三角�,三角頂部是90或60度。因其尖點(diǎn)設(shè)計(jì)容易引導(dǎo)并集中振動(dòng)能量�����,所以叫做導(dǎo)能筋。
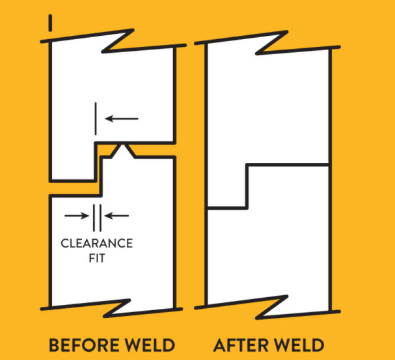
臺(tái)階縫設(shè)計(jì)���,容易注塑成型���,上下件可自定位,焊接強(qiáng)度高�����,熔融材料流入垂直間隙中��。
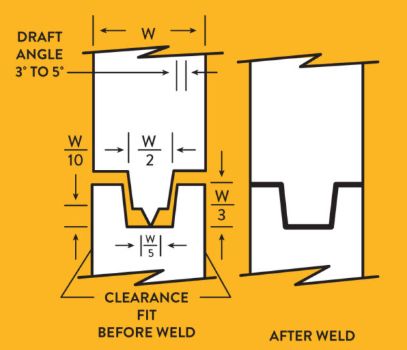
溝槽縫設(shè)計(jì)�,上下件可自定位,具有高強(qiáng)度���、密封性好的特點(diǎn)�����,且內(nèi)外側(cè)無(wú)溢料�����。缺點(diǎn)是要求一定的壁厚��。
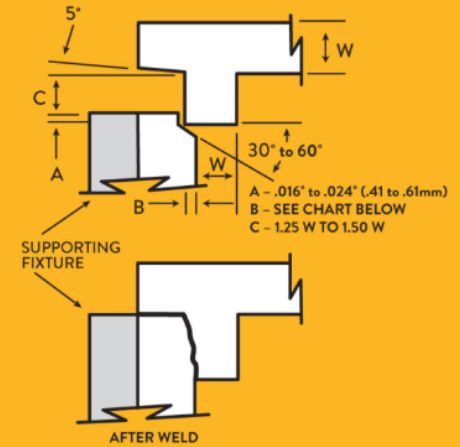
剪切縫設(shè)計(jì)����,一般用于要求高強(qiáng)度密封的較小尺寸的產(chǎn)品焊接����,特別適用于結(jié)晶性塑料的焊接。
為了確定您的產(chǎn)品適合選擇哪一種焊縫設(shè)計(jì)����,請(qǐng)咨詢超聲波廠家工程師或銷(xiāo)售人員。
四��、工裝和模具
一般來(lái)說(shuō)��,客戶會(huì)選擇與超聲波焊接機(jī)相同品牌的工裝和模具�����。實(shí)際上����,可以自由選擇其它品牌提供的工裝和模具�����,只要模具頻率與設(shè)備相同即可����。 模具材料可選擇鋁合金�����、鈦合金和硬質(zhì)合金鋼���。工裝材料可選擇鋁合金��、不銹鋼和樹(shù)脂模���。如何選擇材料,一般要考慮塑料類(lèi)型��、材料玻纖含量���、接頭結(jié)構(gòu)和尺寸���、焊接強(qiáng)度和使用壽命����。例如�,為了延長(zhǎng)壽命��,硬質(zhì)合金鋼焊頭是一個(gè)最佳選擇��。
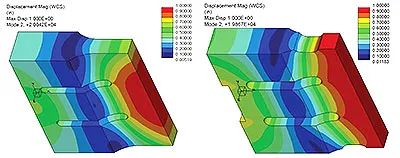
超聲波焊頭可用FEA(有限元分析)進(jìn)行設(shè)計(jì)和優(yōu)化�����,允許工程師在實(shí)際制造前評(píng)估焊頭的振動(dòng)情況和應(yīng)力大小�。最佳的焊頭設(shè)計(jì),是具有均勻的輸出振幅�����,以及最小的應(yīng)力�。上圖中,左側(cè)圖片是優(yōu)化前焊頭設(shè)計(jì)���,振幅輸出不均勻�����。右側(cè)是優(yōu)化后����,輸出振幅均勻。
在模具設(shè)計(jì)和制造中����,必須小心謹(jǐn)記對(duì)稱性——模具對(duì)稱性是至關(guān)重要的。不對(duì)稱的模具導(dǎo)致非軸向振動(dòng)�。徑向振動(dòng)會(huì)大大增加應(yīng)力,導(dǎo)致模具失效�����。
好的工裝設(shè)計(jì)也非常重要��。工裝有兩個(gè)主要作用:(1)對(duì)齊模具下方的零件�����;(2)剛性支撐焊接區(qū)域���。剛性支撐有助于將超聲波能量反射到焊縫位置�����,這也是為什么工裝通常是用金屬加工件����。 為了增加焊頭耐磨性,提高使用壽命����,可對(duì)模具表面進(jìn)行碳化鎢處理或鍍鉻處理���。工裝可分段設(shè)計(jì)����,以更好的貼合產(chǎn)品����。
五、焊接工藝參數(shù)
在焊接過(guò)程中�����,焊接參數(shù)會(huì)影響焊接結(jié)果�����。這些參數(shù)包括振幅、焊接壓力��、觸發(fā)壓力����、焊接距離以及焊接能量。 不同類(lèi)型的塑料需要不同的振幅大小���。振幅可以通過(guò)軟件中百分比設(shè)置進(jìn)行微調(diào)�����,或者通過(guò)更換不同變比的調(diào)幅器進(jìn)行大范圍調(diào)節(jié)��。焊接壓力可以通過(guò)旋鈕或者軟件設(shè)置進(jìn)行調(diào)整���。觸發(fā)壓力是指當(dāng)焊頭壓住產(chǎn)品后,壓力達(dá)到某個(gè)設(shè)定值時(shí)�����,設(shè)備開(kāi)始發(fā)超聲�����,該值可通過(guò)旋鈕或者軟件設(shè)置進(jìn)行調(diào)整。 超聲波焊接過(guò)程有幾種控制方式: 時(shí)間焊接模式��,即設(shè)定超聲波焊接持續(xù)時(shí)間�。 距離焊接模式(位置焊接模式),即設(shè)定焊接的距離或者位置���。 能量焊接模式���,即設(shè)定焊接的能量����。 不同產(chǎn)品焊接適用不同的焊接模式。例如薄片焊接采用能量焊接模式��,尺寸公差大的產(chǎn)品采用距離焊接模式����,有高度公差要求的產(chǎn)品采用位置焊接模式。 另外���,如果你愿意��,可以對(duì)焊接過(guò)程中的所有參數(shù)進(jìn)行監(jiān)控����,設(shè)置參數(shù)合格件區(qū)間,避免產(chǎn)生意外不良件��。
延伸閱讀:超聲波焊接工藝參數(shù)
超聲波塑料焊接屬于特殊工藝過(guò)程�����。上文從焊接材料 �����、工藝參數(shù) ��、焊接面連接形式等方面綜述了塑料超聲波焊接對(duì)焊接質(zhì)量的影響規(guī)律 ���。低熔點(diǎn) �、高表面摩擦系數(shù)的材料容易進(jìn)行焊接 ,焊接質(zhì)量主要受焊接時(shí)間�、壓力等因素的影響,導(dǎo)能筋及連接層的引入有利于提高焊接質(zhì)量, 產(chǎn)品開(kāi)發(fā)初期應(yīng)與超聲波焊接機(jī)生產(chǎn)廠商合作,利用設(shè)備商在該領(lǐng)域的經(jīng)驗(yàn)�,對(duì)產(chǎn)品結(jié)構(gòu)和焊縫設(shè)計(jì)進(jìn)行評(píng)估,并對(duì)樣品進(jìn)行焊接測(cè)試��。以提高后續(xù)大批量生產(chǎn)的良率。