誠信立業(yè)??品質(zhì)為本
高端智能焊接設(shè)備服務(wù)商
高新技術(shù)企業(yè)ISO9001
服務(wù)熱線:135-3042-8982

一文讀懂超聲波塑料焊接工藝
超聲波塑料焊接工藝屬于固相焊接方法���,通過高頻彈性振動和在工件之間靜壓力的夾持作用來實現(xiàn)焊接件之間的連接����。在用超聲波塑料焊接機來進行焊接時�����,既不用其他的輔助的焊接添加劑���,也不會消耗大量的熱能�����,具有整體焊接操作比較簡單����,焊接的效率高等優(yōu)勢����。因此,隨著各種塑料制品在各個領(lǐng)域中的大量應(yīng)用���,超聲波塑料焊接工藝也廣泛應(yīng)用在塑料制品的焊接處理作業(yè)中��。
1超聲波塑料焊接介紹
1.1 超聲波塑料焊接的定義
超聲波塑料焊接是通過超聲波振動摩擦后產(chǎn)生熱量的原理(把2個需要焊接的塑料工件放在一起壓緊���,其中一個工件固定住不動��,另一個工件做直線往復(fù)運動�����,從而通過摩擦產(chǎn)生熱量,然后把2件塑料工件的熔接線熔化����、固接),在壓力作用下相互摩擦后產(chǎn)生分子層直接熔合的一種焊接法�。超聲波塑料焊接可以確保焊接后非常牢靠,不僅性能得到保證��,還有很好的外觀效果��。
1.2 超聲波塑料焊接原理
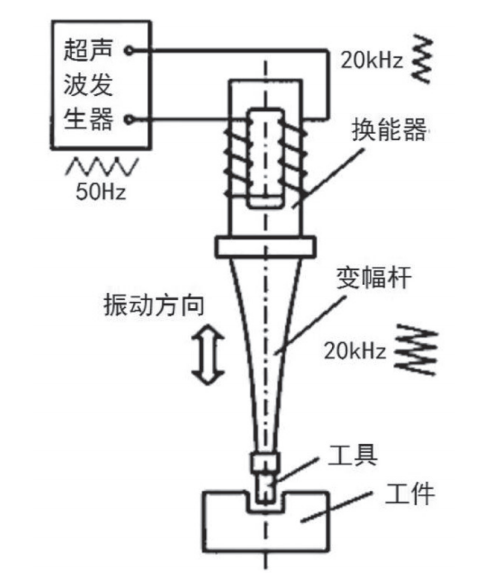
當熱塑性的塑料受到超聲波的作用時��,在接觸面上會有高頻率的振動�����,這種高頻振動會生成超聲能量從而造成焊接區(qū)域產(chǎn)生局部的高溫����。另外由于塑料本身的導(dǎo)熱性能比較差�,無法及時地散發(fā)高溫���,導(dǎo)致高溫聚集在焊接區(qū)域��,從而使接觸面的位置被快速熔化��,然后再通過施加外部壓力作用后使它們?nèi)诤显谝黄?。當要停掉超聲波時��,外部壓力施加的作用還要再維持數(shù)秒����,確保可以充分凝固成型���,從而實現(xiàn)焊接的目的���。焊接原理如圖1所示,將振動產(chǎn)生的能量從焊頭傳遞到工件�,然后工件之間摩擦產(chǎn)生的熱量將工件接觸熔接面熔化,從而焊接成一體�����。
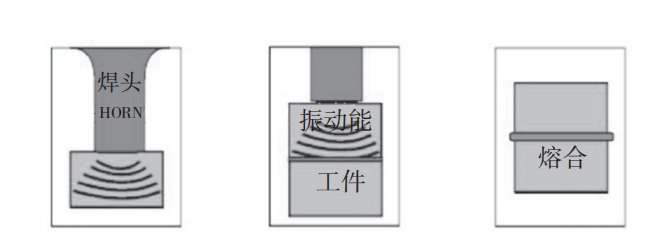
圖 1 超聲波塑料焊接原理圖
1.3 超聲波焊接設(shè)備
在進行超聲波焊接時要根據(jù)不同的產(chǎn)品類型來選擇相應(yīng)適合的超聲波焊接設(shè)備,以下對超聲波的焊接過程和設(shè)備進行介紹�����。
1.3.1 焊接過程介紹
首先利用超聲波發(fā)生器把50Hz電流轉(zhuǎn)換為15kHz~40kHz的高頻電能���。然后通過換能器把高頻電能轉(zhuǎn)換為機械能���,之后再通過變幅桿裝置把機械能傳遞到焊頭���。最后這些振動能量透過焊頭傳送到要焊接工件的接合部位�,在這部位��,振動所產(chǎn)生的能量利用摩擦生熱的方式后會轉(zhuǎn)換成高溫熱能把要焊接的塑料進行熔化����。如圖2所示。
1.3.2 設(shè)備主要部件介紹
1.3.2.1超聲波發(fā)生器
將50Hz的電能轉(zhuǎn)換成15kHz~40kHz的高頻電能���。然后再驅(qū)動超聲波換能器進行工作��。
1.3.2.2超聲波換能器
將高頻率的電能轉(zhuǎn)換為相同頻率的機械能���,超聲波換能器的材質(zhì)一般是壓電陶瓷��。
1.3.2.3超聲波變幅桿
通過調(diào)整振幅桿的質(zhì)量比來加大或者降低振幅��,調(diào)節(jié)振幅的大小����。
1.3.2.4超聲波焊接頭
在一定焊接壓力的作用下焊頭把超聲波振動傳遞到要焊接的塑料件上����,焊頭要和焊接件相匹配。
1.3.2.5底模
在焊接時要對焊接件進行固定和支撐�����,用于固定和支撐的夾具就叫做底模�。
1.4超聲波塑料焊接的優(yōu)點
超聲波塑料焊接具有獨特的工藝,其優(yōu)點如下�。1)快速精確:絕大部分超聲波塑料焊接可以在0.1s~0.5s完成。2)品質(zhì)穩(wěn)定:采用機械化生產(chǎn)�,焊接產(chǎn)品的質(zhì)量穩(wěn)定可靠。3)經(jīng)濟實惠:不需要用大量夾具�、膠合劑�����,減少人工���,降低成本。4)美觀清潔:表面成形好�����,不損傷不變形�����,無劃傷及膠合劑殘痕����。5)工序簡潔:不需要預(yù)熱�,不需要清潔等前后道工序。6)操作便捷:只要設(shè)置好焊接參數(shù)���,操作十分便利��。7)強度高�����、氣密性好:焊縫成分與母材一樣����,強度高,氣密性好��,不漏水���,不透氣����。8)可實現(xiàn)自動化焊接:15K超聲波塑料焊接機非常易于實現(xiàn)自動化���。
2超聲波塑料焊接工藝
2.1超聲波焊接工藝參數(shù)說明
超聲波塑料焊接工藝的技術(shù)參數(shù)主要包括頻率�����、振幅����、焊接時間�����、焊接壓力、保壓壓力和保壓時間等��。實際焊接作業(yè)要結(jié)合焊接件自身特性�、焊接設(shè)備條件和焊接參數(shù)組合等因素來綜合確定最佳的焊接條件。下面對各個焊接工藝參數(shù)分別說明��。
2.1.1焊接頻率
超聲波常用的頻率有15kHz�����、20kHz����、30kHz、35kHz和40kHz��。其中使用20kHz的頻率一般會比較容易實現(xiàn)我們所需要的振幅和功率�。使用高頻焊接具有聲音小��、可焊接小尺寸工件��、焊接壓力小和提升加工效率等優(yōu)勢�。采用低頻焊接可以大幅降低塑料中超聲波的衰減���,使焊接的距離更加長遠。
2.1.2振幅
振幅是指焊頭的端面在焊接時在長度方向上從一個最低端到一個最高端之間的距離�����。在超聲波塑料焊接的工藝參數(shù)中����,振幅是至關(guān)重要的一項,選擇恰當?shù)恼穹?����,超聲波塑料焊接的效果可以得到明顯的提高����。較小的振幅會導(dǎo)致塑料變形不足,阻尼震蕩不足���,造成材料不能完全熔合�,并且可能還會產(chǎn)生熔體碎屑����,也會造成焊接的速度過慢��。而振幅較高時則會導(dǎo)致材料的焊接溫度較高�����。所以說振幅這個工藝參數(shù)對焊接的影響程度是最大的����,在焊接區(qū)域產(chǎn)生的熱量和振幅的平方存在關(guān)系��,即使振幅稍微波動一點��,其造成的影響都會很大��。
2.1.3焊接時間
焊接時間指的是施加振動的時間����,要想達到良好的焊接效果,必須選擇合適的焊接時間�����。在焊接過程中熱量和時間是呈正比關(guān)系����,焊接時間越長所產(chǎn)生的熱量就越大。通過不斷反復(fù)的試驗來確定合適的焊接時間�����,在實際作業(yè)過程中焊接時間要考慮適當延長����,使焊縫的強度效果達到最好。不過如果焊接時間增加過長的話也會提高產(chǎn)生焊縫飛邊和零件壓痕的可能性��。過量的飛邊會影響產(chǎn)品的外觀�,還要人工進行去除飛邊,降低生產(chǎn)效率����。
2.1.4保壓時間和保壓壓力
在超聲波停止之后,為了讓工件能夠很好地焊接在一起��,需要在一定時間范圍內(nèi)持續(xù)施加一定的壓力�����,這里所需的時間和壓力就是保壓時間和保壓壓力�����。保壓時間和保壓壓力對焊接強度起正面的作用,一般在合適的保壓壓力前提之下�����,保壓的時間越長焊接的質(zhì)量就越穩(wěn)定���,跟其他工藝參數(shù)相比��,保壓時間和保壓壓力對焊接接頭強度的影響比較小��。
2.1.5焊接壓力
合適的焊接壓力是達到好的焊接效果必不可少的條件之一��。如果焊接壓力太小��,不僅會導(dǎo)致產(chǎn)品表面磨損����、焊接的噪聲增大����,還會導(dǎo)致焊接的熔體不足,熔接的強度不夠����。通過適當?shù)卦黾雍附訅毫涂梢源蠓靥岣吆附舆B接力�,同時可以使焊接表面的磨損減少�����。如果焊接壓力太大���,就會造成焊接件之間相互移動,導(dǎo)致焊接熔體過多從而在產(chǎn)品表面溢出���,而且還有可能出現(xiàn)焊接壓力沒有作用在焊接結(jié)合點位置的情況�����。
2.2超聲波焊接的模式
不同的超聲波焊接機有不同的模式��,例如有時間模式���、相對深度模式、混合模式等����。焊接模式的不同對焊接作業(yè)的過程和效果都有極大的影響�,所以根據(jù)不同類型的焊接制品來選擇相應(yīng)適合的超聲波焊接模式至關(guān)重要���。
2.3焊接工藝參數(shù)的優(yōu)化
通過上述各項分析可知��,超聲波塑料焊接中的各個焊接工藝參數(shù)是相互影響和制約的�����。不管是改變振幅�、焊接的壓力�����、時間和模式都會對焊接的質(zhì)量有直接的影響����。而焊接件本身的含水率和采用的脫模劑等塑料的物理特性也會影響到焊接的性能。另外塑料焊接導(dǎo)能筋的結(jié)構(gòu)設(shè)計和焊接工件本身的可焊性的好壞會直接影響到焊接質(zhì)量�����。所以確定最好的工藝參數(shù)組合�,要綜合考慮全部因素對焊接質(zhì)量的影響,而不是單獨分析其中一兩個因素對焊接質(zhì)量的影響就可以了���,先通過全面認真地分析之后�����,再進行針對性地調(diào)節(jié)和優(yōu)化��。
超聲波塑料焊接是應(yīng)用非常廣泛的一種塑料焊接方法�����。 超聲波塑料焊接具有環(huán)保�����、操作技術(shù)簡單��、焊接的效率高等多個優(yōu)點�,是各個行業(yè)大批量生產(chǎn)時優(yōu)先選擇采用的塑料焊接方法���,超聲波塑料焊接的重點是合適的焊接設(shè)計��、合理的焊接工藝參數(shù)組合和合適的塑料件焊接物理特性��。隨著塑料取代金屬材料的趨勢越來越大���,超聲波塑料焊接工藝已經(jīng)成 為塑料制品加工工藝中非常重要的技術(shù)之一�����。