誠信立業(yè)??品質為本
高端智能焊接設備服務商
高新技術企業(yè)ISO9001
服務熱線:135-3042-8982

超聲波塑料焊接
頻率高于20kHz的聲波稱為超聲波。超聲波焊接技術是功率超聲的重要分支。與其它連接封合技術相比,超聲波塑料焊接具有以下優(yōu)勢:
(1)焊接時間短,效率高����。一般超聲波焊接過程在數(shù)秒內(nèi)可完成,適用于大批量生產(chǎn)�。
(2)局部產(chǎn)熱,無需外部熱源�。該方法中,超聲振動的機械能在設計的焊接區(qū)直接轉變?yōu)闊崮?熱影響區(qū)小,能夠減小整體變形和殘余應力。
(3)適用的材料范圍廣�。幾乎對所有的熱塑性聚合物和部分半結晶聚合物都適用。
(4)無需焊料等中間介質����。超聲波塑料焊接靠器件自身材料的熔融實現(xiàn)連接,焊接過程中不引入外來物質,這對材料有嚴格要求的應用是非常有用的����。
圖1是典型的超聲波焊接設備結構組成,由電路系統(tǒng)、機械裝置以及聲學系統(tǒng)組成���。
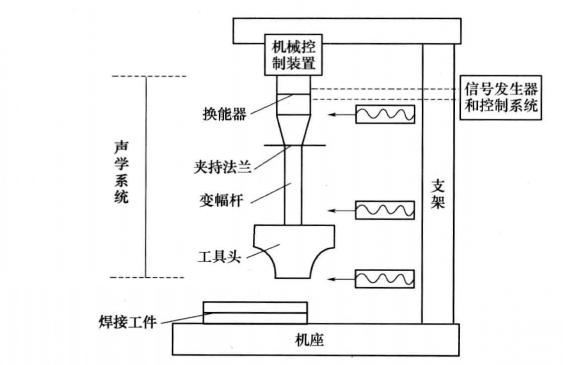
圖一 超聲波焊接設備
電路系統(tǒng)包括信號發(fā)生器和機械裝置控制系統(tǒng)��。信號發(fā)生器將輸入的交流電信號轉換成超聲頻率的電信號����。機械裝置的控制系統(tǒng)用來控制焊接過程中各部件的運動狀態(tài)。
機械裝置包括支架���、機座��、調平等焊接輔助設備�、能夠帶動聲學系統(tǒng)運動的機械裝置等���。
聲學系統(tǒng)是超聲波焊機的核心部分,它主要包括換能器�、變幅桿以及工具頭三部分�。其中換能器是將電路系統(tǒng)中輸人的電信號通過壓電﹑磁致振動等原理轉化成超聲頻率的機械振動信號。一般換能器直接輸出的超聲振動幅值較小,當振動信號通過一個專門設計的變幅桿之后,振動信號會被放大����。工具頭的作用是將超聲波振動傳導到焊接工件中,要求焊接過程中工具頭要與焊件接觸良好。
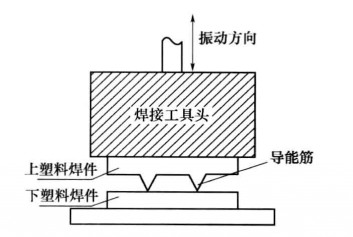
圖二 超聲波聚合物焊接原理
如圖2所示,超聲波焊接通過導能筋的引導作用使能量在特定區(qū)域集中�,導能筋熔融后實現(xiàn)器件的局部連接,而通過超聲波產(chǎn)生熱量的機理目前還沒有一致的觀點。目前,關于超聲波聚合物焊接的產(chǎn)熱內(nèi)在機理主要有以下觀點�。
1) 高頻摩擦熔焊
待焊接件的表面在壓力作用下被緊密貼合,當超聲振動傳遞到待焊的聚合物器件表面時,質點會被超聲波激發(fā)而快速振動,接觸表面因振動而產(chǎn)生摩擦,因摩擦使焊接面的溫度升高,直至達到材料的熔融實現(xiàn)熔融連接目的。非焊接面不產(chǎn)生摩擦,因此溫度不會升高,焊接過程中也不會受到損壞�。
2)應力應變的儲能及轉換機理
對于聚合物這類黏彈性體來說,超聲波在聚合物體中傳播產(chǎn)生機械功,機械功的表現(xiàn)方式是聚合物質點因振動引起的連續(xù)交替的受壓和解壓。交變應力施加到材料上時,材料的力加載和卸載曲線不能完全重合而形成封閉環(huán)路,環(huán)路所包圍的面積代表材料內(nèi)所積聚的能量,這是分子的黏滯效應所致,持續(xù)的高頻交變應力荷載使材料溫度迅速升高,在聚合物超聲波焊接過程中,產(chǎn)生的熱量直接影響焊接界面的溫度,影響連接面的熔化行為�����。
3) 聚合物摩擦熱和黏彈熱復合產(chǎn)熱機理
張宗波等通過理論分析和實驗驗證,提出超聲波作用下聚合物摩擦熱和黏彈熱復合產(chǎn)熱機理的觀點,認為摩擦熱是該過程的啟動熱源,而黏彈熱是聚合物發(fā)生熔融的主要熱源。
超聲波塑料焊接工藝操作簡單��、安全可靠����,焊接速度快,降低了產(chǎn)品成本����,提高了經(jīng)濟效益。同時還可以選用鉚接��、埋植���、切割�����、成型、封口等方式進行焊接���,焊接形式多樣��,能滿足不同場合的要求���。超聲波塑料焊接的突出優(yōu)點正好克服了傳統(tǒng)塑料連接的缺點�����,并且能夠實現(xiàn)產(chǎn)品的大規(guī)模大批量生產(chǎn)��,自動化控制�。