超聲波焊接是利用超聲波振動(dòng)頻率,接觸摩擦產(chǎn)生熱能而使兩個(gè)塑膠件在焊接界面熔融而固定在一起�。超聲波焊接是一種快捷���、干凈�、有效的裝配工藝�,用于滿足塑膠件高強(qiáng)度的裝配要求,是廣泛使用的一種先進(jìn)裝配技術(shù)����,適用于多種類(lèi)型塑膠件的裝配�����。正常情況下�����,超聲波焊件具有較高的抗拉強(qiáng)度�,可以取代溶劑粘膠及機(jī)械緊固等裝配方法��,同時(shí)還可以具有防水�����、防潮的密封效果��。
合理的超聲波塑膠結(jié)構(gòu)設(shè)計(jì)�,對(duì)超聲波焊接工藝可以起到事半功倍的影響�����,超聲波焊接時(shí)����,兩個(gè)塑膠件的初始接觸面積必須足夠小,以集中能量,同時(shí)減少塑料熔化和熔合所需的總體能量�。 導(dǎo)熔線( 或稱(chēng)導(dǎo)熔線柱、超聲線) 即是這樣的一種結(jié)構(gòu)�,超聲波焊接導(dǎo)熔線的作用是為了更方便有效地進(jìn)行超聲波焊接,而預(yù)置在塑膠結(jié)合面上的增加一種尖而細(xì)的線型結(jié)構(gòu)(邊長(zhǎng)為0.3mm等邊三角形)�,也稱(chēng)作超聲波焊接線。 超聲波導(dǎo)熔線形狀多設(shè)計(jì)成等腰三角形或者半圓弧形�,不過(guò)與等腰三角形截面積相同的半圓弧形超聲焊接線其高度比等腰三角形超聲焊接線的高度低,在超聲波能量低時(shí)�,不易出現(xiàn)超聲虛焊,且半圓弧形截面的超聲焊接線能使超聲波能量均勻分配在焊接區(qū)域各部位��,最大限度地利用超聲波焊接機(jī)所產(chǎn)生的壓力和釋放的能量���。 既節(jié)約能源���,又能保證塑膠件狹小空間內(nèi)的焊接區(qū)域各部位都牢固連接、美觀��;同時(shí)�����,在填充料量足夠的前提下����,可以節(jié)省焊接空間����,非常適用于狹小的焊接空間����,還可以節(jié)省超聲線設(shè)計(jì)的空間,提高單位面積設(shè)計(jì)空間的有效利用率��。 很多塑膠件通過(guò)超聲波焊接后需要達(dá)到水氣密的要求�,這時(shí)候超聲波焊線的設(shè)計(jì)尤為重要。一方面超聲波焊線的設(shè)計(jì)使得焊接更為輕松(接觸面少)��,另一方面由于擠出的只是焊線部分的膠量�,再配合塑料結(jié)構(gòu)�����,焊接后不會(huì)出現(xiàn)溢膠過(guò)重的狀況���,主要的是可以達(dá)到水氣密�����。下圖為常見(jiàn)的超聲波焊接線設(shè)計(jì):

超聲波導(dǎo)熔線的優(yōu)點(diǎn)包括:
( 1) 增加焊接的強(qiáng)度�����,減少虛焊�。導(dǎo)熔線利于兩個(gè)塑膠件的熔合,可提高焊接的強(qiáng)度��。使用導(dǎo)熔線的超聲波焊接如果發(fā)生虛焊����,則兩個(gè)塑膠件之間會(huì)出現(xiàn)斷差,很容易發(fā)現(xiàn)虛焊的缺陷�、繼而避免虛焊的產(chǎn)生; 而沒(méi)有導(dǎo)熔線的超聲波焊接如果發(fā)生了虛焊,則很難通過(guò)外觀進(jìn)行辨別�����。
( 2) 減少溢料����,提高外觀。超聲波導(dǎo)熔線使得焊頭與塑膠件的接觸時(shí)間縮短���,因此較少溢膠����。另外,由于焊接區(qū)域變小�����,避免了材料堆積 從而減少溢膠���。通過(guò)合理的導(dǎo)熔線及焊接結(jié)構(gòu)設(shè)計(jì)����,超聲波焊接可以具有高品質(zhì)的外觀���。
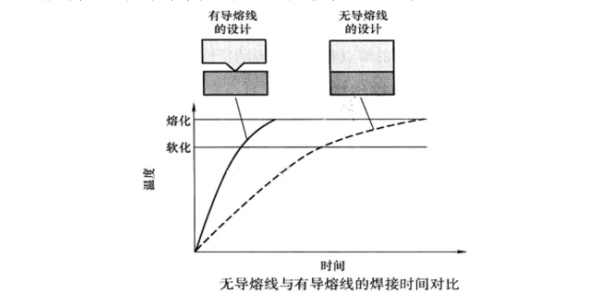
( 3) 縮短焊接時(shí)間�。導(dǎo)熔線可減少塑料熔化和熔合所需的總體能量�����,繼而縮短焊接時(shí)間���,下圖所示為無(wú)導(dǎo)熔線與有導(dǎo)熔線的焊接時(shí)間對(duì)比,使用導(dǎo)熔線的焊接塑料更早熔化和熔合成一體�。同時(shí)����,焊接時(shí)間的縮短有助于避免塑膠件長(zhǎng)時(shí)間焊接而引起的過(guò)焊問(wèn)題���。如圖所示:
超聲波焊接技術(shù)被廣泛應(yīng)用與各個(gè)領(lǐng)域����,技術(shù)也在不斷的實(shí)踐中逐漸成熟�,在超聲波塑料焊接過(guò)程中,針對(duì)設(shè)備型號(hào)選用���,焊料選用及超聲波焊接導(dǎo)熔線的設(shè)計(jì)都將影響焊接品質(zhì)����。因此在導(dǎo)入超聲波塑料焊接前要對(duì)相關(guān)進(jìn)行嚴(yán)密把控以便提升塑料焊接質(zhì)量���。